您的當前位置: 中國鍛壓網 > 資訊中心 > 正文
您的當前位置: 中國鍛壓網 > 資訊中心 > 正文|
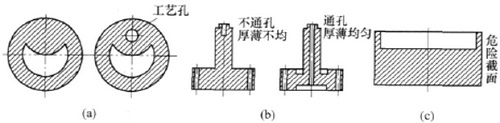
(2)適當增加工藝孔 對于有些實在無法保證截面均勻及對稱的模具,應在不影響使用性能的前提下,變不通孔為通孔,或者適當增加一些工藝孔。 圖3a所示為一型腔狹窄的凹模,淬火后會產生如虛線所示的變形。如設計時能增加2個工藝孔(如圖3b所示),則減小了淬火過程中截面的溫差,降低了熱應力,使變形情況有了明顯的改善。 圖4所示也是增加工藝孔或變不通孔為通孔的實例,可減小因厚薄不均而增大的開裂敏感性。
(3)盡可能采用封閉及對稱結構 模具形狀為開口或不對稱結構時,淬火后應力分布不均勻,極易變形。所以一般易變形的槽形模具,應盡量在淬火前留筋,淬火后再切除,圖5所示的槽形工件,原來淬火后在R處發生變形,經加筋(圖5中陰影線部分)后,能有效地防止淬火變形。
|
 |
中國鍛壓網官方微信:掃一掃,立即關注!
關注"中國鍛壓網",獲取獨家行業新聞資訊。 添加方法1: 在“添加好友”中直接添加微信賬號:chinaforge 添加方法2: 微信中掃描左側的二維碼 |