─·Ą─«ö(d©Īng)Ū░╬╗ų├: ╩ūĒō > ┘YėŹųąą─ > ąąśI(y©©)┘YėŹ > š²╬─
─·Ą─«ö(d©Īng)Ū░╬╗ų├: ╩ūĒō > ┘YėŹųąą─ > ąąśI(y©©)┘YėŹ > š²╬─|
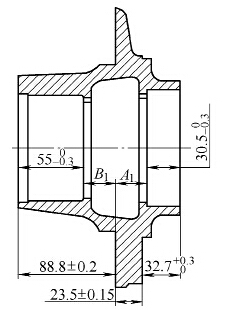
╬ę╣½╦Š─│Ų¹▄ć║¾ś“▌å▌×į┌╝ė╣ż▀^│╠ųąę“ø]ėą╝ė╣żėÓ┴┐Č°ī¦(d©Żo)ų┬ÅUŲĘŻ¼▒Š╬─ī”ŲõŠ▀¾wįŁę“▀M(j©¼n)ąą┴╦š{(di©żo)▓ķĘų╬÷ĪŻ įō┴Ń╝■×ķ╚½ĖĪ╩ĮĮY(ji©”)śŗ(g©░u)Ų¹▄ć║¾ś“Ą─▌å▌ׯ©ęŖłD1Ż®Ż¼╣ż╦ć┴„│╠ųąĄ─Ųõųąę╗Č╬×ķŻ║░ļ│╔ŲĘŻ©═Ōģf(xi©”)Ż®Ī·░ļŠ½╝ė╣żĪ·Š½╝ė╣żĪŻ
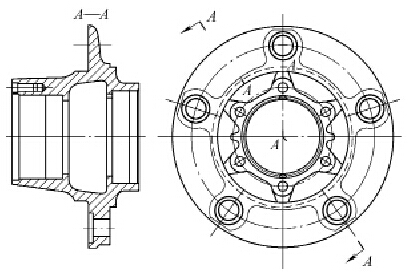
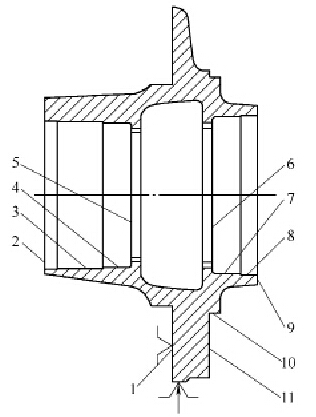
ā╚(n©©i)┐ūĪóČ╦├µ║═Ę©╠m├µ×ķįōČ╬╣żą“Ą─╝ė╣ż▒Ē├µŻ¼╚ńłD2ųą┤ųŠĆ╦∙╩ŠĪŻįōČ╬╝ė╣ż╣żą“▓╔ė├öĄ(sh©┤)┐ž▄ć┤▓╝ė╣żŻ║Ę©╠mA├µ┘NŲĮīŻė├┐©ū”Č╦├µŻ¼┐©ū”ŖAŠo═ŌłAĪŻ▄ćĘ©╠mB├µĪ·▄ćų╣┐┌Ī·▄ćČ╦├µĪ·▄ć┼_╝ń├µ5Ī·▄ć┐ū7Ī·▄ć┐ū8Ī·▄ć┼_╝ń├µ6Ī·▄ć┐ū4Ī·▄ć┐ū3Ī·▄ć┐ū2ĪŻ ═©▀^įō╣żą“╝ė╣ż║¾Ż¼┤¾╝sėą15%Ą─┼_╝ń├µ5╗“┼_╝ń├µ6¤o╝ė╣żėÓ┴┐Č°ī¦(d©Żo)ų┬ÅUŲĘĪŻ═©▀^š{(di©żo)▓ķŻ¼įō▌å▌×░ļ│╔ŲĘė╔ā╔éĆÅS╝ę╠ß╣®Ż¼═©▀^Įy(t©»ng)ėŗā╔éĆÅS╝ęĄ─░ļ│╔ŲĘę“┼_╝ń├µ5╗“┼_╝ń├µ6¤o╝ė╣żėÓ┴┐«a(ch©Żn)╔·Ą─ÅUŲĘ┬╩Ż¼░l(f©Ī)¼F(xi©żn)ÅUŲĘ┬╩ŽÓ▓Ņ▓╗┤¾Ż¼│§▓Į┼┼│²ÅS╝ęųŲįņå¢Ņ}ĪŻ┼ąČ©×ķ╝ė╣ż╣ż╦ć┤µį┌å¢Ņ}ĪŻ ░ļ│╔ŲĘĄ─▌SŽ“│▀┤ń╝░ęį╔Ž╣żą“╝ė╣ż║¾▌SŽ“│▀┤ńĘųäe╚ńłD3║═łD4╦∙╩ŠĪŻ
1.Ę©╠mA├µ 2Īó3Īó4Īó7Īó8.┐ū?5Īó6.┼_╝ń├µ 9.Č╦├µ10.ų╣┐┌ 11.Ę©╠mB├µ
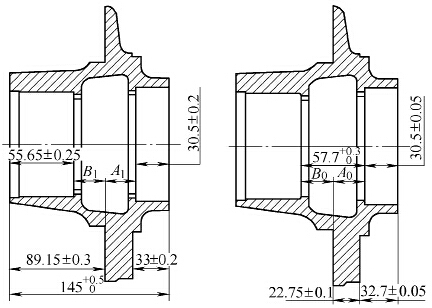
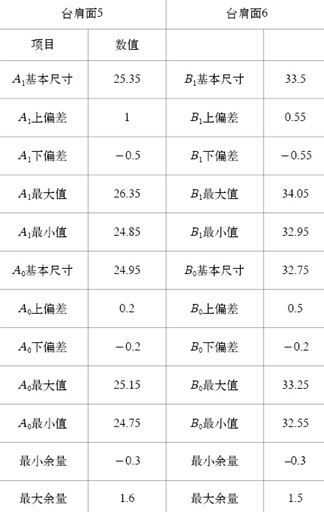
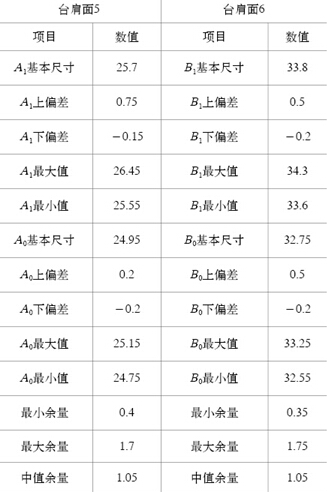
═©▀^ėŗ╦ŃŻ¼╝ė╣żėÓ┴┐ęŖ▒Ē1ĪŻė╔▒Ē1┐╔ų¬Ż¼į┌śOŽ▐│▀┤ńĢrŻ¼┼_╝ń├µ5║═┼_╝ń├µ6Č╝┤µį┌¤oŪąŽ„ėÓ┴┐Ą─ŪķørŻ©ėÓ┴┐©C0.3mmŻ®Ż¼ė╔┤╦Ż¼┐╔ęį┼ąČ©░ļ│╔ŲĘłDśėįO(sh©©)ėŗėÓ┴┐▓╗║Ž▀mī¦(d©Żo)ų┬ÅUŲĘĪŻ ▒Ē1 ┼_╝ń├µ╝ė╣żėÓ┴┐ Ż©å╬╬╗Ż║mmŻ®
ßśī”įōå¢Ņ}Ż¼īó░ļ│╔ŲĘłD▌SŽ“│▀┤ńū÷╚ńŽ┬š{(di©żo)š¹Ż©ęŖłD5Ż®Ż¼š{(di©żo)š¹║¾Ż¼╝ė╣żėÓ┴┐ėŗ╦ŃęŖ▒Ē2ĪŻ
▒Ē2 ┼_╝ń├µš{(di©żo)š¹║¾Ą─╝ė╣żėÓ┴┐ Ż©å╬╬╗Ż║mmŻ®
ĮY(ji©”)šZ ═©▀^ī”░ļ│╔ŲĘ▌SŽ“│▀┤ńĄ─š{(di©żo)š¹Ż¼╩╣Ųõ░ļ│╔ŲĘ┤ų╝ė╣żĄ─Š½Č╚į┌IT12Ī½I(xi©żn)T13Ż¼Ę¹║Ž┤ų╝ė╣żĮø(j©®ng)Ø·(j©¼)ąįę¬Ū¾Ż¼═¼Ģrę▓ØMūŃ║¾└m(x©┤)╣żą“Ą─ėÓ┴┐┐žųŲę¬Ū¾ĪŻ═Ļ╚½Č┼Į^┴╦┼_╝ń├µ¤o╝ė╣żėÓ┴┐Č°ī¦(d©Żo)ų┬ÅUŲĘĄ─¼F(xi©żn)Ž¾Ż¼ÅUŲĘ┬╩ė╔ų«Ū░├┐į┬╝s15%Ž┬ĮĄ×ķ0%Ż¼Ž¹│²┴╦╝s4╚fėÓį¬Ą─į┬Įø(j©®ng)Ø·(j©¼)ōp╩¦Ż¼╚ĪĄ├┴╦▌^║├Ą─Įø(j©®ng)Ø·(j©¼)ą¦ęµĪŻŻ©ū„š▀Ż║Ū±┤║Ę▒Ż®
|
 |
ųąć°Õæē║ŠW(w©Żng)╣┘ĘĮ╬óą┼Ż║Æ▀ę╗Æ▀Ż¼┴ó╝┤ĻP(gu©Īn)ūóŻĪ
ĻP(gu©Īn)ūó"ųąć°Õæē║ŠW(w©Żng)"Ż¼½@╚Ī¬Ü╝ęąąśI(y©©)ą┬┬ä┘YėŹĪŻ ╠Ē╝ėĘĮĘ©1Ż║ į┌Ī░╠Ē╝ė║├ėčĪ▒ųąų▒Įė╠Ē╝ė╬óą┼┘~╠¢Ż║chinaforge ╠Ē╝ėĘĮĘ©2Ż║ ╬óą┼ųąÆ▀├Ķū¾é╚(c©©)Ą─Č■ŠS┤a |