─·Ą─«ö(d©Īng)Ū░╬╗ų├: ╩ūĒō > ┘YėŹųąą─ > ąąśI(y©©)┘YėŹ > š²╬─
─·Ą─«ö(d©Īng)Ū░╬╗ų├: ╩ūĒō > ┘YėŹųąą─ > ąąśI(y©©)┘YėŹ > š²╬─|
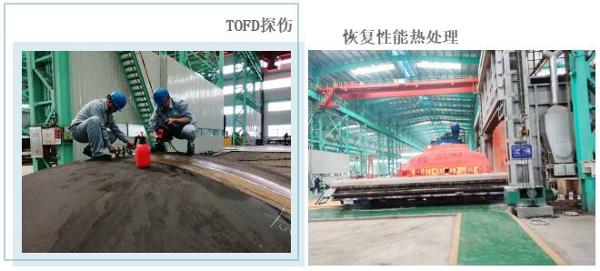
10į┬26╚šŻ¼░▓╗šą─▀Bą─ĘŌŅ^Ēś└¹Į╗ĖČ╩ū┤╬ć°«a(ch©Żn)╗»ųąć°ūŅ┤¾ų▒ÅĮŠ█║ŽĘ┤æ¬(y©®ng)Ų„ė├ĘŌŅ^ĪŻ Š█║ŽĘ┤æ¬(y©®ng)Ų„╩ŪŠ█║Ž╬’╔·«a(ch©Żn)Ą─║╦ą─čbų├Ż¼Š█║ŽĘ┤æ¬(y©®ng)Ų„Ą─╔ŽŽ┬ĘŌŅ^ät╩Ū║╦ą─ųąĄ─║╦ą─ĪŻ▒Š┤╬ųŲū„Ą─Š█║ŽĘ┤æ¬(y©®ng)Ų„╩Ūę²▀M(j©¼n)Ą┬ć°╝╝ąg(sh©┤)Ż¼╩ū┤╬ć°«a(ch©Żn)Ą─ūŅ┤¾ų▒ÅĮŠ█║ŽĘ┤æ¬(y©®ng)Ų„Ż¼ĘŌŅ^×ķĄ·ą╬”š4850Ī┴130mmŻ¼▓─┴Ž×ķ09MnNiDRĪŻ 130mm║±Č╚Ą─09MnNiDR┤¾ų▒ÅĮĘŌŅ^Ż¼Ų┤║Ė║¾š¹¾w¤ßē║│╔ą═ć°ā╚(n©©i)╔ąī┘╩ū┤╬ĪŻČ°Ūęė├æ¶ī”(du©¼)ĘŌŅ^Ą─▓─┴ŽĪó║ĖĮėĪó│╔ą╬Īó¤oōpÖz£y(c©©)Īó¤ß╠Ä└ĒĪóūŅĮK└Ē╗»ąį─▄║═ą╬ĀŅŲ½▓ŅČ╝ĘŪ│Żć└(y©ón)Ė±ĪŻ
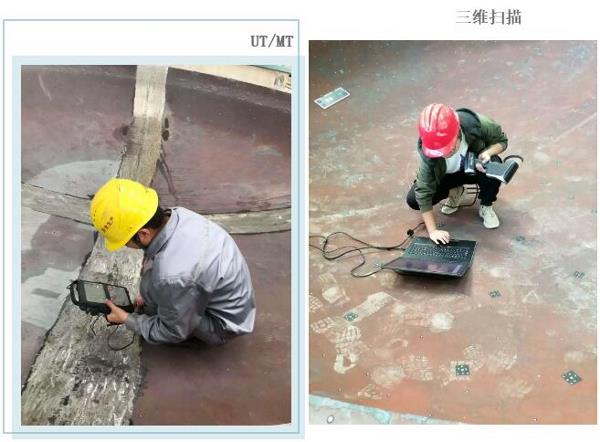
▓─┴ŽĘĮ├µ ▓─┴ŽĘ¹║ŽĖ„ĒŚ(xi©żng)ś╦(bi©Īo)£╩(zh©│n)ąį─▄Ą─═¼Ģr(sh©¬)Ż¼ę¬Ū¾į÷╝ė-70Īµ┬õÕNįć“×(y©żn)║═ZŽ“└Ł╔ņįć“×(y©żn)Ż╗─Ė▓─║═║Ė┐pĮø(j©®ng)▀^¤ß│╔ą═Īó╗ųÅ═(f©┤)ąį─▄¤ß╠Ä└Ē║¾Ż¼▀Ćę¬Įø(j©®ng)╩▄─Ż║Ė▒Ż£ž18ąĪĢr(sh©¬)┤_▒Żąį─▄║ŽĖ±Ż¼▀@┤¾┤¾┐╝“×(y©żn)┴╦╬ęéāĄ─║ĖĮė─▄┴”Ż¼×ķ┴╦Ė³║├ØMūŃė├æ¶ąĶŪ¾Ż¼╔±ų▌ĘŌŅ^┼cė├æ¶Īó═Ō▓┐īŻ╝ęĪóõōÅS╝░║Ė▓─╔·«a(ch©Żn)ÅS╝ę▀M(j©¼n)ąą│õĘų£Ž═©ĪóėæšōĪóĘų╬÷Ż¼▀xČ©║Ė▓─▓óųŲČ©ĘŌŅ^║ĖĮė╣ż╦ć║═¤ß│╔ą╬╝░╗ųÅ═(f©┤)ąį─▄¤ß╠Ä└ĒĘĮ░ĖŻ¼ūŅĮK─Ė▓──ŻöMįć“×(y©żn)║═║ĖĮė╣ż╦ćįu(p©¬ng)Č©Š∙ę╗┤╬═©▀^ĪŻ
ą╬ĀŅĘĮ├µ ĘŌŅ^Įø(j©®ng)▀^¤ß│╔ą╬Īóš²╗╦«└õ+╗ž╗¤ß╠Ä└Ē║¾ę¬Ū¾ā╚(n©©i)ÅĮĪ└3mmŻ¼ÖEłAČ╚Ī▄5mmŻ¼śė░ÕķgŽČę¬Ū¾┐žųŲį┌Ī▄5mmŻ¼ūŅĮKĘŌŅ^Įø(j©®ng)╚²ŠS╝ż╣ŌÆ▀├ĶŻ¼ę¬Ū¾ā╚(n©©i)▒Ē├µöĄ(sh©┤)┐žÖC(j©®)╝ė╣ż║¾ą╬ĀŅŲ½▓ŅĪ▄1mmĪóā╚(n©©i)┐žūŅąĪ║±Č╚Ī▌120mmĪŻęį╔Ž┐┴┐╠Ą─ę¬Ū¾Ż¼ąĶę¬╔±ų▌ĘŌŅ^ķLŲ┌Ęe└█Ą─ĘŌŅ^ųŲū„Įø(j©®ng)“×(y©żn)üĒų¦ō╬Ż¼Å──ŻŠ▀įO(sh©©)ėŗ(j©¼)Ģr(sh©¬)Š═ę¬┐╝æ]ī”(du©¼)ą╬ĀŅĄ─Ė„ĘNė░Ēæ║═ūā╗»┴┐Ż║╩╝ĮKē║£žČ╚Ą─ė░ĒæĪó¤ß│╔ą╬╩š┐s┴┐Īóē║ųŲ┤╬öĄ(sh©┤)ė░ĒæĪó─ŻŠ▀ķgŽČė░ĒæĪóĘŌŅ^ąĪrģ^(q©▒)║═┤¾Rģ^(q©▒)╩š┐sūāą╬▓╗Š∙ä“┴┐ĪóŅA(y©┤)éõ¤ß╠Ä└Ē+š²╗╦«└õ+╗ž╗╗ųÅ═(f©┤)ąį─▄¤ß╠Ä└ĒĢr(sh©¬)Ą─ą╬ĀŅūā╗»┴┐ęį╝░ė├æ¶║¾Ų┌ķ_┐ū║ĖĮėĄ─ūā╗»┴┐Ż╗═©▀^ī”(du©¼)ęį╔ŽĖ„ĘNė░Ēæ║═ūā╗»┴┐Ą─└Ēšō║═Įø(j©®ng)“×(y©żn)Ęų╬÷Ż¼═©▀^─ŻöMėŗ(j©¼)╦Ńė├öĄ(sh©┤)ō■(j©┤)▒Ē▀_(d©ó)į┌─ŻŠ▀įO(sh©©)ėŗ(j©¼)╔ŽŻ¼ūŅĮKØMūŃ┐═æ¶ąĶę¬ĪŻ
ų╗ėą╦∙ėą╚╦Č╝ė├ą─ū÷╩┬Ż¼ė├ą─ū÷«a(ch©Żn)ŲĘŻ¼ė├ą─ū÷Ę■äš(w©┤)Ż¼ę¬─├│÷Ė╔╩┬äō(chu©żng)śI(y©©)Ą─╝żŪķĪóųŪ╗█║═ą┼─ŅŻ¼═©▀^Ī░ūį╝║ŲD┐ÓŖ^ČĘŻ¼ØMūŃäe╚╦ąĶŪ¾Ī▒Å─Č°Ė³║├Ą─Ę■äš(w©┤)┐═æ¶Ż¼äō(chu©żng)įņĖ³ČÓĄ─╔ńĢ■(hu©¼)ār(ji©ż)ųĄĪŻ üĒį┤Ż║░▓╗š╩Ī║ė─Ž╔╠Ģ■(hu©¼) |
 |
ųąć°Õæē║ŠW(w©Żng)╣┘ĘĮ╬óą┼Ż║Æ▀ę╗Æ▀Ż¼┴ó╝┤ĻP(gu©Īn)ūóŻĪ
ĻP(gu©Īn)ūó"ųąć°Õæē║ŠW(w©Żng)"Ż¼½@╚Ī¬Ü(d©▓)╝ęąąśI(y©©)ą┬┬ä┘YėŹĪŻ ╠Ē╝ėĘĮĘ©1Ż║ į┌Ī░╠Ē╝ė║├ėčĪ▒ųąų▒Įė╠Ē╝ė╬óą┼┘~╠¢(h©żo)Ż║chinaforge ╠Ē╝ėĘĮĘ©2Ż║ ╬óą┼ųąÆ▀├Ķū¾é╚(c©©)Ą─Č■ŠS┤a |